

Productos de latón mecanizados con precisión CNC mediante fundición a la cera perdida, tratamiento térmico y tratamiento de superficie según sus dibujos de ingeniería y requisitos únicos.
Mecanizado CNCse refiere al proceso de mecanizado realizado mediante Control Numérico Computarizado (CNC para abreviar). Cuenta con la ayuda del CNC para alcanzar una precisión alta y constante con menos costo de mano de obra. El mecanizado es cualquiera de varios procesos en los que una pieza de materia prima se corta en la forma y el tamaño finales deseados mediante un proceso controlado de eliminación de material. Los procesos que tienen este tema común, la eliminación controlada de material, se conocen hoy colectivamente como fabricación sustractiva, a diferencia de los procesos de adición controlada de material, que se conocen como fabricación aditiva.
Lo que implica exactamente la parte "controlada" de la definición puede variar, pero casi siempre implica el uso de máquinas herramienta (además de herramientas eléctricas y manuales). Este es un proceso utilizado para fabricar muchosproductos mecanizados de metal, pero también se puede utilizar en materiales como madera, plástico, cerámica y compuestos. El mecanizado CNC abarca muchos procesos diferentes como fresado, torneado, torneado, taladrado, bruñido, rectificado...etc.
El latón pertenece alaleación a base de cobrey es una aleación compuesta de cobre y zinc. El latón compuesto de cobre y zinc se llama latón ordinario. Si se trata de una variedad de aleaciones compuestas por más de dos elementos, se denomina latón especial. El latón es una aleación de cobre con zinc como elemento principal. A medida que aumenta el contenido de zinc, la resistencia y plasticidad de la aleación aumentan significativamente, pero las propiedades mecánicas disminuirán significativamente después de exceder el 47%, por lo que el contenido de zinc del latón es inferior al 47%. Además de zinc, el latón fundido suele contener elementos de aleación como silicio, manganeso, aluminio y plomo.

| Capacidades de mecanizado de precisión CNC | ||||
| Instalaciones | Cantidad | Rango de tamaño | Capacidad anual | Precisión general |
| Centro de mecanizado vertical (VMC) | 48 juegos | 1500 mm × 1000 mm × 800 mm | 6000 toneladas o 300000 piezas | ±0,005 |
| Centro de mecanizado horizontal (VMC) | 12 juegos | 1200 mm × 800 mm × 600 mm | 2000 toneladas o 100000 piezas | ±0,005 |
| Máquina CNC | 60 juegos | Diámetro máximo de giro. ø600mm | 5000 toneladas o 600000 piezas | |
| Estándar ejecutivo de tolerancia de fundición: ISO 8062 2013, ISO 2768, GOST 26645 (Rusia) o GBT 6414 (China). | ||||
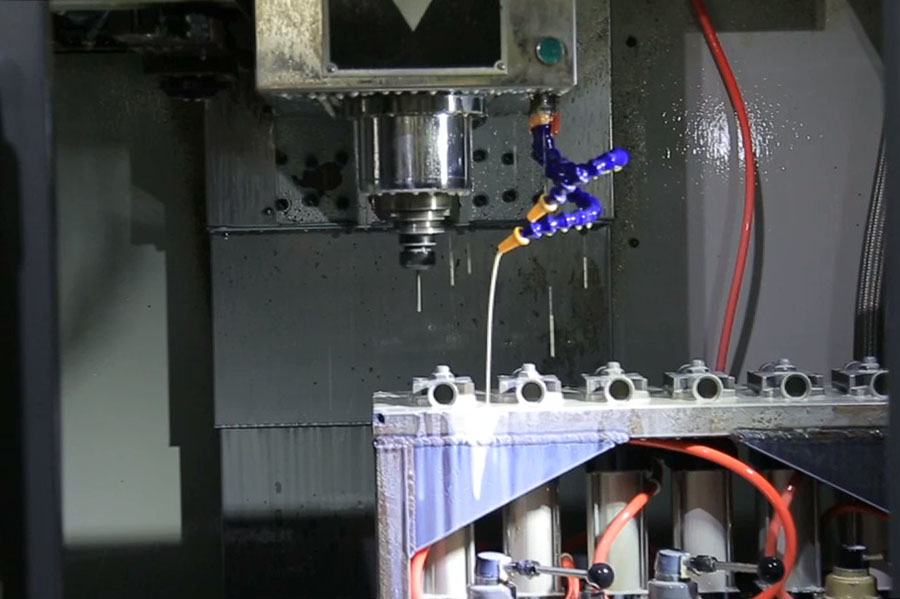
El centro de mecanizado está desarrollado a partir de la fresadora CNC. La mayor diferencia con la fresadora CNC es que el centro de mecanizado tiene la capacidad de intercambiar automáticamente las herramientas de mecanizado. Al instalar herramientas para diferentes propósitos en el almacén de herramientas, el cambiador automático de herramientas puede cambiar las herramientas de mecanizado en el husillo en una sola sujeción para realizar múltiples funciones de mecanizado.
El centro de mecanizado CNC es una máquina herramienta automatizada de alta eficiencia que se compone de equipos mecánicos y un sistema CNC y es adecuada para procesar piezas complejas. El centro de mecanizado CNC es actualmente una de las máquinas herramienta CNC más utilizadas en el mundo con una gran capacidad de procesamiento integral. Puede completar más contenido de procesamiento después de sujetar la pieza de trabajo al mismo tiempo. La precisión del procesamiento es alta. Para piezas de trabajo por lotes con dificultad de procesamiento media, su eficiencia es de 5 a 10 veces mayor que la del equipo ordinario, especialmente puede completar Muchos procesamientos que no pueden completarse con equipos ordinarios son más adecuados para el procesamiento de una sola pieza con formas más complejas y requisitos de alta precisión o para la producción de lotes pequeños y medianos de múltiples variedades. Concentra las funciones de fresado, taladrado, taladrado, roscado y corte de roscas en un solo dispositivo, de modo que dispone de una variedad de medios tecnológicos.
| Comparación de grados de cobre, latón y bronce | |||||||
| GRUPOS | AISI | W-stoff | ESTRUENDO | BS | JIS | EN | ISO |
| COBRE | C10200 | 2.0040 | DE Cu | C103 | C1020 | CW008A | Cu-OF |
| C11000 | 2.0060 | E-Cu57 | C101 | C1100 | CW004A | Cu-ETP | |
| - | 2.0065 | E-Cu58 | - | - | - | - | |
| C10300 | 2.0070 | SECu | - | - | CW021A | - | |
| C12200 | 2.0090 | SFCu | C106 | C1220 | CW024A | Cu-DHP | |
| C12500 | - | Cu-FRTP | C104 | - | CR006A | - | |
| C70320 | 2.0857 | - | - | - | CW112C | CuNi3Si | |
| C14200 | 2.1202 | SBCu | C107 | - | - | Cu-AsP | |
| - | 2.1356 | Cu-Mn3 | - | - | - | - | |
| - | 2.1522 | Cu Si2 Mn | - | - | - | - | |
| C16200 | - | C108 | - | - | CuCd1 | ||
| C18200 | - | CC101 | - | CW105C | CuCr1 | ||
| C191010 | - | - | - | CW109C | CuNi1Si | ||
| C70250 | - | CC102 | - | CW111C | CuNi2Si | ||
| C17200 | - | CB101 | - | CW101C | cubo2 | ||
| C17300 | - | - | - | CW102C | cubo2pb | ||
| C17510 | - | - | - | CW110C | CuNi2Be | ||
| C17500 | - | C112 | - | CW104C | CuCo2Be | ||
| C15000 | - | - | - | CW120C | CuZr | ||
| C65100 | - | - | - | CW115C | CuSi2Mn | ||
| C65500 | - | CS101 | - | CW116C | CuSi3Mn1 | ||
| C14500 | - | C109 | - | CW118C | lindo | ||
| C14700 | - | C111 | - | CW114C | Cúspide | ||
| C18700 | - | - | - | CW113C | CuPb1P | ||
| LATÓN | C21000 | 2.0220 | CuZn5 | CZ125 | C2100 | CW500L | - |
| C22000 | 2.0230 | CuZn10 | cz101 | C2200 | CW501L | - | |
| C23000 | 2.0240 | CuZn15 | CZ102 | C2300 | CW502L | - | |
| C24000 | 2.0250 | CuZn20 | CZ103 | C2400 | CW503L | - | |
| C25600 | - | CuZn28 | - | - | - | - | |
| C26000 | 2.0265 | CuZn30 | CZ106 | C2600 | CW505L | - | |
| C26800 | 2.0280 | CuZn33 | - | C2680 | CW506L | - | |
| C27200 | - | CuZn36 | - | - | - | - | |
| C27200 | 2.0321 | CuZn37 | CZ108 | C2700 | CW508L | - | |
| C27000 | 2.0335 | CuZn36 | CZ107 | C2700 | CW507L | - | |
| C28000 | 2.0360 | CuZn40 | CZ109 | C2800 | CW509L | - | |
| C33500 | - | CuZn37Pb0.5 | - | - | - | - | |
| C34000 | - | CuZn35Pb1 | CZ118 | C3501 | - | - | |
| C34500 | 2.0331 | CuZn36Pb1,5 | CZ119 | - | CW601N | - | |
| C34000 | 2.0331 | CuZn36Pb1,5 | CZ119 | C3501 | CW600N | - | |
| C35300 | 2.0371 | CuZn38Pb1,5 | CZ128 | - | - | - | |
| C36500 | 2.0372 | CuZn39Pb0,5 | CZ123 | - | CW610N | - | |
| C36000 | 2.0375 | CuZn36Pb3 | CZ124 | C3601 | CW603N | - | |
| C37700 | 2.0380 | CuZn39Pb2 | CZ 131 / (CZ128) | C3771 | CW612N | - | |
| C38500 | 2.0401 | CuZn39Pb3 | CZ121 | C3603 | CW614N | - | |
| C38000 | 2.0402 | CuZn40Pb2 | CZ122 | - | CW617N | - | |
| - | 2.0410 | CuZn44Pb2 | CZ130 | - | - | - | |
| C68700 | 2.0460 | CuZn20Al2 | CZ110 | - | - | - | |
| C44300 | 2.0470 | CuZn28Sn1 | CZ111 | - | - | - | |
| - | 2.0530 | CuZn38Sn1 | - | - | - | - | |
| - | 2.0550 | CuZn40Al2 | - | - | - | - | |
| - | 2.0561 | CuZn40Al1 | - | - | - | - | |
| - | 2.0572 | CuZn40Mn2 | CZ136 | - | CW723R | - | |
| C61400 | 2.0932 | CuAl8Fe3 | - | - | CW303G | - | |
| C63000 | 2.0966 | CuAl10Ni5Fe4 | CA104 | - | CW307G | - | |
| BRONCE | C50700 | 2.1010 | CuSn2 | - | - | - | - |
| C51100 | 2.1016 | CuSn4 | PB101 | C5111 | CW450K | - | |
| C51000 | - | CuSn5 | PB102 | C5102 | CW451K | - | |
| C51900 | 2.1020 | CuSn6 | PB103 | C5191 | CW452K | - | |
| C52100 | 2.1030 | CuSn8 | PB104 | C5212 | CW453K | - | |
| - | - | CuSn10 | - | - | - | - | |
| - | - | CUSn11 | - | - | - | - | |
| - | - | CuSn12 | - | - | - | - | |
Los centros de mecanizado se clasifican en centros de mecanizado horizontales y verticales según su posición espacial durante el mecanizado del husillo. Clasificados según uso del proceso: centro de mecanizado de mandrinado y fresado, centro de mecanizado compuesto. Según la clasificación especial de funciones, existen: centro de mecanizado de banco de trabajo simple, banco de trabajo doble y centro de mecanizado de banco de trabajo múltiple. Centros de mecanizado de un eje, dos ejes, tres ejes, cuatro ejes, cinco ejes y cabezales intercambiables, etc.
El mecanizado CNC es el tipo de mecanizado de precisión realizado por máquinas CNC, como centros de mecanizado avanzados que tienen un centro de mecanizado de 5 ejes de gama alta, un centro de mecanizado de plataforma doble de 4 ejes o tornos de torneado CNC que también se pueden desarrollar para que el centro de torneado CNC tenga capacidad de cambiar más. de 15 cortadores en un turno de espera; Fresadora CNC y centros de taladrado y roscado CNC. El mecanizado de precisión de fundición de acero es diferente del mecanizado de perfiles de acero. La fundición de precisión ya ha logrado la forma bastante exacta de lo que se desea, por lo que ahorra mucho mecanizado en comparación con el mecanizado directo del perfil de acero. También por esta razón, normalmente tenemos que considerar la superficie de mecanizado y el margen de mecanizado adecuado antes de realizar la fundición. Nuestra tarea habitual es elaborar planos de fundición en bruto junto con planos de mecanizado para especificar el área de mecanizado y el margen de mecanizado en el dibujo.
La fundición de inversión RMC está equipada con centros de mecanizado de 4 ejes, 15 juegos de tornos de torneado CNC y 3 juegos de fresadoras CNC, junto con máquinas auxiliares versátiles de torneado, fresado, roscado, taladrado y rectificado, tenemos la capacidad de mecanizar casi todos. tipos de piezas fundidas de acero.
También llamado mecanizado de precisión, el mecanizado CNC podría alcanzar una precisión muy alta en tolerancia geométrica y tolerancia dimensional. Con nuestras máquinas CNC y centros de mecanizado horizontales (HMC) y centros de mecanizado verticales (VMC), podemos cumplir con casi todos los grados de tolerancia requeridos.
Capacidades deFundición de fundición a la cera perdida:
• Tamaño máximo: 1000 mm × 800 mm × 500 mm
• Rango de peso: 0,5 kg - 100 kg
• Capacidad Anual: 2.000 toneladas
• Materiales Aglutinantes para la Construcción de Corazas: Sol de Sílice, Vidrio soluble y sus mezclas.
• Tolerancias: Bajo Solicitud.
Ventajas deComponentes de fundición a la cera perdida:
- Acabado superficial excelente y liso.
- Tolerancias dimensionales estrictas.
- Formas complejas e intrincadas con flexibilidad de diseño.
- Capacidad para fundir paredes delgadas, por lo que se trata de un componente de fundición más ligero.
- Amplia selección de metales fundidos y aleaciones (ferrosos y no ferrosos)
- No se requiere calado en el diseño de los moldes.
- Reducir la necesidad de mecanizado secundario.
- Bajo desperdicio de material.
| TOLERANCIAS DE CASTIGACIÓN DE INVERSIÓN | |||
| Pulgadas | milímetros | ||
| Dimensión | Tolerancia | Dimensión | Tolerancia |
| Hasta 0,500 | ±.004" | Hasta 12.0 | ± 0,10 mm |
| 0.500 a 1.000” | ±.006" | 12,0 a 25,0 | ± 0,15 mm |
| 1.000 a 1.500” | ±.008" | 25,0 a 37,0 | ± 0,20 mm |
| 1.500 a 2.000” | ±.010" | 37,0 a 50,0 | ± 0,25 mm |
| 2.000 a 2.500” | ±.012" | 50,0 a 62,0 | ± 0,30 mm |
| 2.500 a 3.500” | ±.014" | 62,0 a 87,0 | ± 0,35 mm |
| 3.500 a 5.000” | ±.017" | 87,0 a 125,0 | ± 0,40 mm |
| 5.000 a 7.500” | ±.020" | 125,0 a 190,0 | ± 0,50 mm |
| 7.500 a 10.000” | ±.022" | 190,0 a 250,0 | ± 0,57 mm |
| 10.000 a 12.500” | ±.025" | 250,0 a 312,0 | ± 0,60 mm |
| 12.500 a 15.000 | ±.028" | 312,0 a 375,0 | ± 0,70 mm |








{kind=link}