

La fundición en arena utiliza arena verde (arena húmeda) o arena seca para formar los sistemas de moldeo. Elfundición en arena verdeEs el proceso de fundición más antiguo utilizado en la historia. Al fabricar el molde, se deben producir patrones de madera o metal para formar la cavidad hueca. Luego, el metal fundido se vierte en la cavidad para formar las piezas fundidas después de enfriarse y solidificarse. La fundición en arena es menos costosa que otros procesos de fundición tanto para el desarrollo del molde como para la pieza de fundición unitaria. La fundición en arena, siempre significa la fundición en arena verde (si no hay una descripción especial). Sin embargo, hoy en día, los otros procesos de fundición también utilizan la arena para fabricar el molde. Tienen sus propios nombres, comofundición en molde de cáscara, fundición en arena recubierta de resina de furano (sin tipo horneado),fundición de espuma perdiday fundición al vacío.
Disponemos de diferentes tipos de fundición para su elección. Parte del proceso opcional para su proyecto será la selección del proceso de fundición que mejor satisfaga sus necesidades. La forma más popular es la fundición en arena, que implica hacer una réplica de una pieza (o patrón) terminada que se comprime con arena y aditivos aglutinantes para dar forma a la fundición final. El patrón se retira después de que se ha formado el molde o la impresión y el metal se introduce a través de un sistema de canales para llenar la cavidad. La arena y el metal se separan y la pieza fundida se limpia y termina para su envío al cliente.
Fundición en arena VS Fundición en molde de carcasa:
Tanto la fundición en arena como la fundición en molde de concha utilizan la arena para crear la cavidad hueca para el vertido. La diferencia es que la fundición en arena utiliza arena verde o arena seca (la fundición de espuma perdida y la fundición al vacío utilizan arena seca para hacer el molde), mientras que la fundición en molde utiliza arena recubierta de resina para fabricar los sistemas de moldeo. La arena recubierta no se pudo reutilizar. Sin embargo, las piezas fundidas en moldes de cáscara tienen una calidad mucho mejor que la depiezas fundidas en arena.
Fundición en arena versus fundición a la cera perdida:
Estos dos procesos de fundición difieren en los materiales de moldeo utilizados para realizar los patrones.Fundición a la cera perdidautiliza la cera para producir las réplicas en cera (por eso también se llama fundición a la cera perdida) que tienen el mismo tamaño y dimensiones que las piezas fundidas deseadas. Luego, las réplicas de cera se recubrirán con arena y materiales aglutinantes (generalmente sol de sílice o vidrio soluble) para construir una capa resistente para el vertido del metal fundido. Mientras que, la fundición en arena generalmente adopta arena verde o arena seca para hacer una cavidad hueca, que tiene el mismo tamaño y dimensiones que las piezas de fundición deseadas. Tanto para los procesos de fundición en arena como para los de fundición a la cera perdida, la arena y la cera podrían reutilizarse. Las piezas de fundición a la cera perdida suelen tener una precisión superficial, geométrica y dimensional mucho mejor que las piezas de fundición en arena.
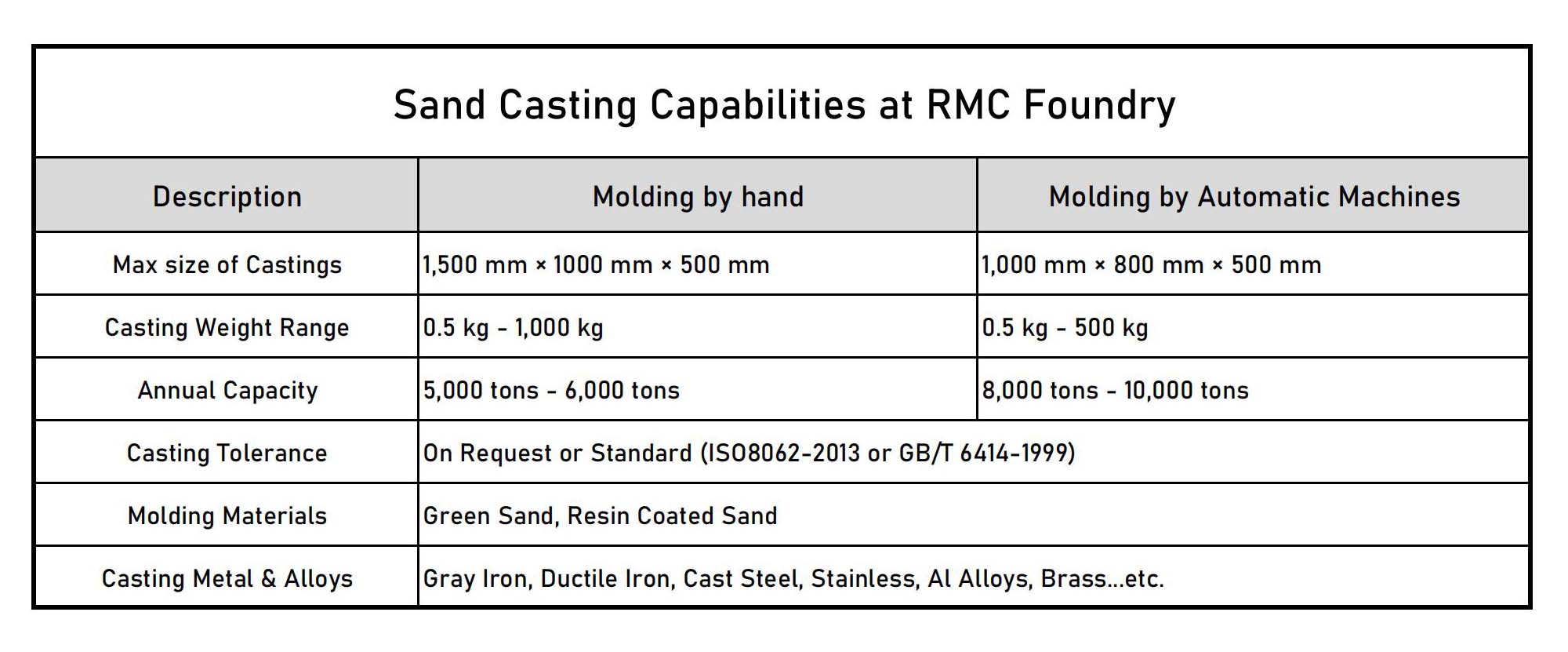
Las tolerancias de fundición se dividen en Tolerancias dimensionales de fundición (DCT) y Tolerancias geométricas de fundición (GCT). A nuestra fundición le gustaría hablar con usted si tiene alguna solicitud especial sobre las tolerancias requeridas. A continuación se detallan los grados de tolerancia generales que podríamos alcanzar con nuestra fundición en arena verde, fundición en molde de concha y fundición en arena de resina de furano sin horneado:
✔ Grado DCT mediante fundición en arena verde: CTG10 ~ CTG13
✔ Grado DCT mediante fundición en molde de concha o fundición en arena de resina de furano: CTG8 ~ CTG12
✔ Grado GCT mediante fundición en arena verde: CTG6 ~ CTG8
✔ Grado GCT mediante fundición en molde de concha o fundición en arena de resina de furano: CTG4 ~ CTG7
Ventajas del proceso de fundición en arena
1- Bajo costo debido a sus materiales de molde baratos y reciclables y a su sencillo equipo de producción.
2- Amplio rango de peso unitario desde 0,10 kg hasta 500 kg o incluso más.
3- Varias estructuras, desde tipo simple hasta tipo complejo.
4- Adecuado para requisitos de producción de diversas cantidades.
| Materiales para el proceso de fundición en arena en RMC Foundry | |||
| Categoría | Grado de China | Grado de EE. UU. | Grado de Alemania |
| Acero inoxidable ferrítico | 1Cr17, 022Cr12, 10Cr17, | 430, 431, 446, CA-15, CA6N, CA6NM | 1,4000, 1,4005, 1,4008, 1,4016, GX22CrNi17, GX4CrNi13-4 |
| Acero inoxidable martensítico | 1Cr13, 2Cr13, 3Cr13, 4Cr13, | 410, 420, 430, 440B, 440C | 1,4021, 1,4027, 1,4028, 1,4057, 1,4059, 1,4104, 1,4112, 1,4116, 1,4120, 1,4122, 1,4125 |
| Acero inoxidable austenítico | 06Cr19Ni10, 022Cr19Ni10, 06Cr25Ni20, 022Cr17Ni12Mo2, 03Cr18Ni16Mo5 | 302, 303, 304, 304L, 316, 316L, 329, CF3, CF3M, CF8, CF8M, CN7M, CN3MN | 1,3960, 1,4301, 1,4305, 1,4306, 1,4308, 1,4313, 1,4321, 1,4401, 1,4403, 1,4404, 1,4405, 1,4406, 1,4408, 1,4409, 1,4435, 1,4436, 1,4539, 1,4550, 1,4552, 1,4581, 1,4582, 1,4584, |
| Acero inoxidable endurecido por precipitación | 05Cr15Ni5Cu4Nb, 05Cr17Ni4Cu4Nb | 630, 634, 17-4PH, 15-5PH, CB7Cu-1 | 1.4542 |
| Acero inoxidable dúplex | 022Cr22Ni5Mo3N, 022Cr25Ni6Mo2N | A 890 1C, A 890 1A, A 890 3A, A 890 4A, A 890 5A, A 995 1B, A 995 4A, A 995 5A, 2205, 2507 | 1,4460, 1,4462, 1,4468, 1,4469, 1,4517, 1,4770 |


Fundición de moldes de arena






{kind=link}